|
|
Example 3: Pipe Support Welded to the Pipe
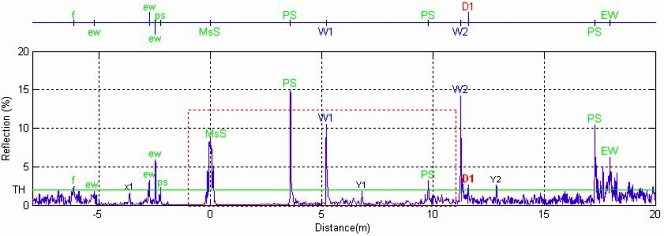
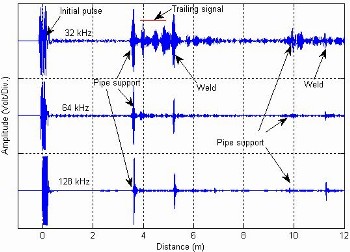
The following figure shows inspection report plot (top graph), photo of welded pipe support in the insulation (left bottom), and amplified plot of pipe support signal (right bottom). The inspection report was made with 128-kHz torsional mode data. The welded pipe support has strong interaction with low-frequency guided wave as shown in the amplified plot of pipe support signal (right bottom). The amplified plot was marked with red-dotted line in the inspection report plot. The 32-kHz torsional data shows the strong trailing signal following the pipe support signal. If this inspection was performed at less than 60 kHz, the big trailing signal at low frequency causes a false call. Therefore, high-frequency inspection of pipeline is necessary for testing a pipeline having welded pipe support.
The trailing signal is strong if the circumferential length is less than about 5 times of operating wavelength. Because 128-kHz torsional mode has 4 times shorter wavelength than that of 32 kHz, 128-kHz torsional mode does not interact with the pipe support and its signal is much better in finding any defect at the region following a pipe support.
|
(W-weld, EW-elbow weld, PS- pipe support, Y- multiple reflection, X-directionality,
f-flange, D-defect, and MsS- MsS probe generating initial pulse)
|

|
|
|