|
|
Inspection Range
The most difficult question to answer in guided wave is the inspection range. How far can your system inspect? It depends on capability
of guided wave system (how strongly generates torsional or longitudinal mode and how much reduce the generation of flexural modes),
defect size, and attenuation (operating frequency, geometric features of pipe, corrosion condition, pipe coating, insulation, depth of
burial, and the nature and degree of compaction of the surrounding soil).
Three guided-wave inspection systems are in commercial use to generate and detect a guided wave for piping inspection. As a guided-wave probe,
the MsS system uses a thin ferromagnetic strip continuously covering the whole circumference of pipe and GUL wavemaker and Teletest use a ring
array of piezoelectric transducers discretely covering the pipe circumference. Since only the MsS system satisfies the axial symmetric condition
covering the whole circumference continuously, MsS system can strongly generate torsional and longitudinal wave that are axially symmetric wave.
Using discretely arrayed probes generates both axial symmetric waves and axially non-symmetric mode (flexural mode). The portion of symmetric
and non-symmetric wave modes depends on how many transducers cover the circumference of pipe. The generation of the flexural mode increases
the coherent noise and makes difficult to find small defects by reducing signal-to-noise ratio. With the use of continuously covering probe,
MsS system can strongly generate axial symmetric modes (torsional or longitudinal) with high signal-to-noise (SNR) ratio.
Regardless of which guided-wave probe type is used, the physics of wave propagation, wave interaction with defects, and wave attenuation are
the same. The inspection range and defect sensitivity depends on the probe including guided wave system, operating frequency, and attenuation
due to geometric feature or insulation. With strong generation of axial symmetric mode, MsS system can detect 2~3 % defects located at about
150 meter after passing 18 girth welds in a 16-inch OD aboveground straight gas transmission pipeline [Pipeline and Gas Technology,
August (2006), pp 28-31].
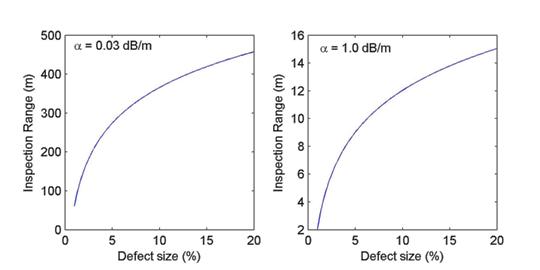
The attenuation is higher with increasing wave frequency and soil depth. Coating and insulation also increases the wave attenuation to be higher
than in bare or painted pipe. With the MsS system that transmits a signal with an SNR of 50dB (transmitting signal amplitude is about 300 times
higher than the noise level), the inspection range was plotted as a function of defect size in the below figures with the defect detection
threshold of 6dB. The detectable defect size was measured with the percent defect size relative to the total pipe wall cross section.
The actual defect size gets bigger as the pipe wall cross-section area (depends on wall thickness and pipe outer diameter) increases.
The figure shows the inspection range depending on defect size. The inspection range is 153 meter for finding 2% in a pipe having 0.03dB/m
attenuation coefficient, and the inspection range is about 9 meter for finding 5% defect in a pipe having 1.0dB/m attenuation coefficient.
|